
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


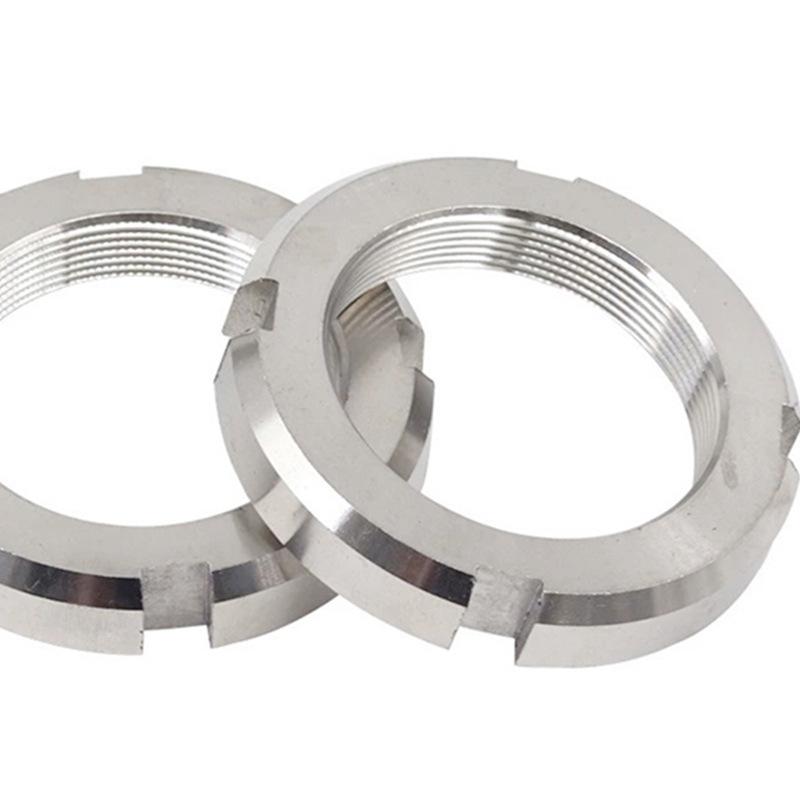
Шлицева кругла гайка
Кругла гайка China Xiaoguo® Slotted здатна витримувати різноманітні суворі умови та легко працювати з матеріалами з нержавіючої сталі. Це чудова стійкість продукту до корозії. Постачальники круглої гайки зі шліцом нададуть вам продукцію високої якості.
Надіслати запит
Опис продукту
Процедура вирішення проблеми
Щодо поширених проблем із шліцевою круглою гайкою, це систематична процедура поводження, яка допоможе вам швидко виявити та вирішити проблеми.
(1)Визначте проблему
Візуальний огляд: Перевірте, чи не ослаблені гайки, чи різьблення не заіржавіли чи зісковзнули, а також чи є якісь тріщини чи деформації на пазах.
Перевірка на дотик: у безпечних умовах спробуйте вручну повернути гайку та спостерігайте, чи немає явного опору чи обертального зазору.
Відгук про обладнання: зверніть увагу на те, чи немає аномальної вібрації, незвичайного шуму або нестабільної роботи обладнання.
Професійний інструмент: Виконуйте вибіркові перевірки за допомогою динамометричного ключа.
(2)Діагностика несправностей
Гайка ослаблена.
Гвинт не знімається.
Знос нитки
Гайка зламалася.
Пошкодження слота
(3)Виконайте ремонт
Безпосередній ремонт: для ослаблених частин і незначної іржі можна змастити та повторно затягнути безпосередньо.
Замініть новими деталями: гайки із сильно зношеною різьбою, пошкодженими або зламаними канавками їх слід замінити безпосередньо.
Стандартна робоча процедура: під час роботи завжди використовуйте правильні інструменти та дотримуйтесь стандартного моменту затягування.

Виробничі потужності компанії
Ми добре усвідомлюємо, що передові виробничі технології та обладнання є основою для забезпечення високої якості та високих виробничих потужностей. Тому ми запровадили передові методи обробки металу тиском. За допомогою прес-форм металеві стрижні піддаються пластичній деформації для формування основної форми гайки, а автоматизований процес різання використовується для досягнення ефективної та точної обробки пазів. Інтегрована виробнича лінія дозволяє самостійно виробляти весь процес від сировини до готової продукції. У той же час ми оснащені приладами для тестування та системою контролю якості повного процесу для моніторингу та відстеження всього процесу виробництва круглої гайки зі шліцом.

| Пн | M3.5 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | М20 |
| P | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| dk макс | 7 | 8 | 9 | 11 | 14 | 18 | 21 | 24 | 26 | 29 | 32 |
| dk хв | 6.64 | 7.64 | 8.64 | 10.57 | 13.57 | 17.57 | 20.48 | 23.48 | 25.48 | 28.48 | 31.38 |
| k макс | 3 | 3.5 | 4.2 | 5 | 6.5 | 8 | 10 | 11 | 12 | 13 | 14 |
| k хв | 2.75 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 11.57 | 12.57 | 13.57 |
| n хв | 1.46 | 1.46 | 2.06 | 2.56 | 3.06 | 3.57 | 4.07 | 4.07 | 4.07 | 4.07 | 5.07 |
| n макс | 1.71 | 1.71 | 2.31 | 2.81 | 3.31 | 3.87 | 4.37 | 4.37 | 4.37 | 4.37 | 5.37 |
| t хв | 1 | 1.2 | 15 | 2 | 2.5 | 3.2 | 3.8 | 3.8 | 3.8 | 4.8 | 4.8 |
| t макс | 1.40 | 1.60 | 1.90 | 2.4 | 3 | 3.7 | 4.3 | 4.3 | 4.3 | 5.5 | 5.5 |
FAQ
(1)Які загальні стандартні характеристики круглої гайки з шліцом?
Загальні стандарти включають: GB/T 812 (національний стандарт Китаю), DIN 981 (стандарт Німеччини, часто використовується для блокування підшипників), DIN 1804 та ANSI/ABMA 8.2 (стандарт Америки) тощо.
(2)Чи можна повторно використати гайку?
Так, якщо така конструкція, як різьба та паз гайки, не пошкоджені, корпус гайки можна використовувати повторно.
(3)Який рекомендований період обслуговування для гайок?
Рекомендується проводити огляд зовнішнього вигляду раз на місяць; і проводите вибіркову повторну перевірку затягування за допомогою професійних інструментів щокварталу.
(4)Які дані є найбільш важливими при виборі специфікації гайки?
Найважливішим фактором є специфікація різьби (номінальний діаметр × крок), і важливо перевірити крок (наприклад, M16×1,5), щоб переконатися, що він повністю відповідає специфікації різьби вала.
Гарячі теги: Кругла гайка зі шліцами, Китай, виробник, постачальник, фабрика
Пов'язана категорія
Шестигранна гайка
Квадратна гайка
Шестигранна фланцева гайка
Контргайка
Накидна гайка
Шестигранна шлицевая гайка
Рука гвинт гайки
Круглий горіх
Гайки маточини
Т-образна гайка
Очеретяний горіх
Інші горіхи
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








