
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

додому > Продукти > Горіх > Т-образна гайка > Зварювальні гайки Т-подібного типу під стабільним навантаженням



Зварювальні гайки Т-подібного типу під стабільним навантаженням
Стійкі під навантаженням зварні гайки Т-подібного типу забезпечують чудову стійкість до вібрації та ослаблення порівняно з багатьма іншими типами гайок після зварювання. Якісне виробництво, яке підтримується перевіреними виробниками, є ключовим для Xiaoguo®, гарантуючи відповідність продукції міжнародним стандартам.
Модель:JIS B1196-3.2-1994
Надіслати запит
Опис продукту
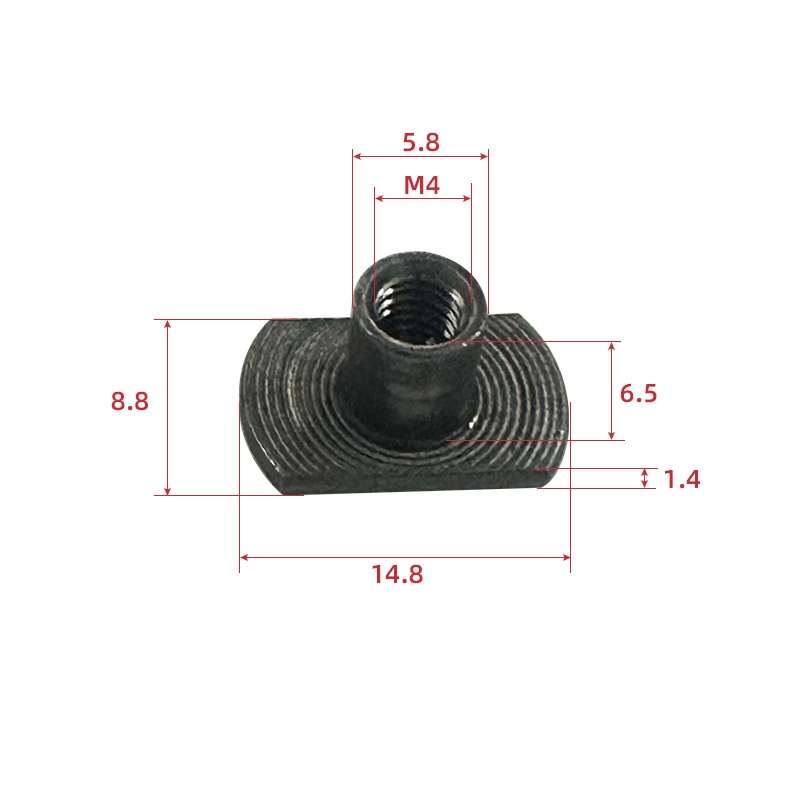
На відміну від болтів, до яких вам потрібно дістатися з обох боків, до зварювальних гайок Т-подібного типу зі стабільним навантаженням потрібен доступ лише з одного боку — як для зварювання, так і для встановлення кріплень. Це надзвичайно корисно для закритих частин або секцій у формі коробки.
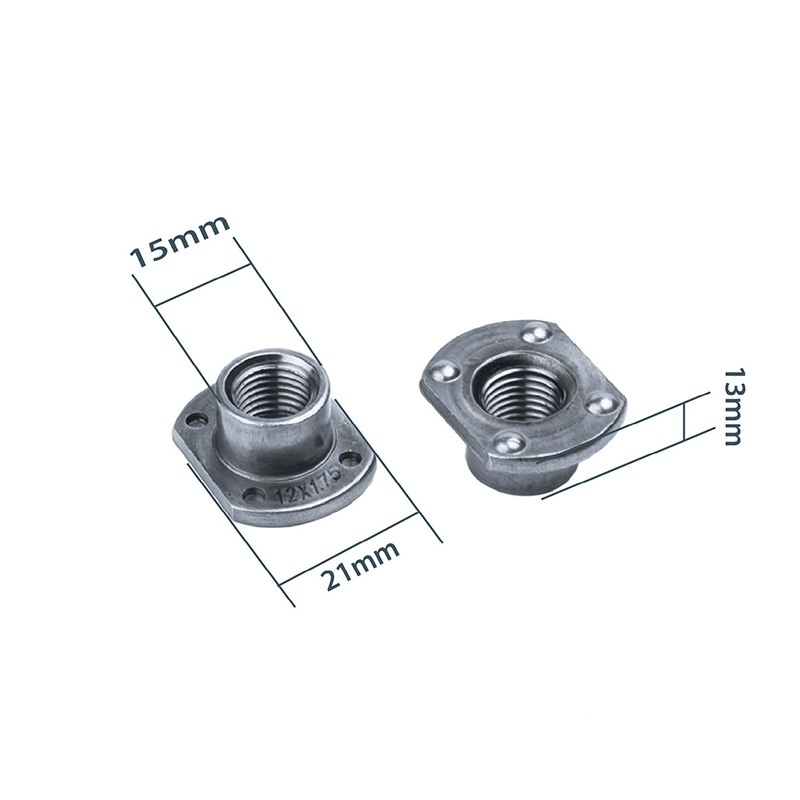
Крім того, великий фланець сприяє ущільненню до листового металу. Якщо ви накладете герметик або прокладки на поверхню фланця перед зварюванням, ці гайки допоможуть утворити щільне, герметичність з’єднання.
| Пн | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk макс | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk хв | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s макс | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s хв | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds макс | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds хв | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k макс | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k хв | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h макс | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| год хв | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 макс | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 хв | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 макс | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 хв | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Застосовні сценарії:
Найпоширенішим і найдешевшим матеріалом для стійких під навантаженням зварювальних гайок типу Т є низько- та середньовуглецева сталь, як-от AISI 1008, 1010, 1018. Ця сталь добре підходить для зварювання, має добру міцність, її легко формувати та коштує недорого.
Зварювальні гайки Т-подібного типу зі стійкою до навантаження вуглецевою сталлю підходять для більшості звичайних промислових застосувань, як усередині, так і в місцях з невеликою корозією, особливо якщо вони мають захисне покриття. Їхні властивості міцності означають, що вони можуть витримувати сили зсуву та розтягування, необхідні для складних кріпильних робіт після приварювання.

Інструкція по установці:
Щоб отримати найкращу міцність стабільних під навантаженням зварних гайок Т-подібного типу, вам потрібно контролювати параметри зварювання — струм, час, тиск — точно так, як зазначено для матеріалу та товщини гайки.
Дуже важливо правильно підготувати поверхню: чисту, без масла на металі. Сама конструкція допомагає сфокусувати зварювальний струм через проекцію, але ключовим є правильне налаштування машини та переконання, що оператори знають, що вони роблять. Ось як ви отримуєте послідовні, міцні зварні шви на кожній гайці T-Style.
Гарячі теги: Зварювальні гайки Т-подібного типу, стабільні під навантаженням, Китай, виробник, постачальник, фабрика
Пов'язана категорія
Шестигранна гайка
Квадратна гайка
Шестигранна фланцева гайка
Контргайка
Накидна гайка
Шестигранна шлицевая гайка
Рука гвинт гайки
Круглий горіх
Гайки маточини
Т-образна гайка
Очеретяний горіх
Інші горіхи
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








